
Ekstruderingsprocessen af ??aluminiumslegering begynder faktisk med produktdesignet, fordi produktdesignet er baseret p? de givne brugskrav, der bestemmer mange endelige parametre for produktet, fx produktets mekaniske behandlingsevne, overfladebehandlingsydelse og brugen af ??milj?krav , disse egenskaber og krav bestemmer faktisk valget af ekstruderet aluminiumslegering.
Egenskaberne af ekstruderet aluminium bestemmes imidlertid af produktets designform. Produktets form bestemmer formen p? ekstruderingsmatricen.
N?r det er l?st designproblemet, begynder den praktiske ekstruderingsproces ekstrudering st?bt i aluminiumstang, aluminiumst?bestang skal opvarmes inden ekstrudering for at bl?dg?re den, opvarmningsgode aluminiumst?best?nger sheng ingot s?ttes i ekstruderl?bet inde og derefter ved h?j krafthydraulisk cylinder, der skubber ekstruderingsstang, den forreste ende af ekstruderingsstangen har en trykpude, s?dan opvarmet bl?d aluminiumlegering i dummyblok under st?rkt tryk fra formpr?cisionsst?bning ekstruderingsst?bning.
Dette er, hvad en form er til: formen p? det produkt, der er n?dvendigt til produktion.

Billedet er: typisk skematisk vandret hydraulisk ekstruder
Retningen af ??ekstrudering er fra venstre mod h?jre
Dette er en simpel beskrivelse af den mest anvendte direkte ekstrudering i dag. Indirekte ekstrudering er en lignende proces, men der er nogle meget vigtige forskelle.
I den indirekte ekstruderingsproces. Matrisen er installeret p? den hule ekstruderingsstang, s?ledes at matricen presses mod det ubev?gelige aluminiumsstangemne og tvinger aluminiumlegeringen til at ekstrudere mod den hule ekstruderingsstang gennem matricen.
Faktisk svarer ekstruderingsprocessen til at klemme tandpastaen ud. N?r trykket p?f?res den lukkede ende af tandpastaen, presses den cylindriske tandpasta gennem den cirkul?re ?bning.
Hvis ?bningen er flad, kommer den pressede tandpasta ud som et b?nd.
Selvf?lgelig kan komplekse former ogs? presses ud ved ?bninger af samme form. F.eks. Bruger kageproducenter specielt formede r?r til at presse is til at lave alle slags dikkedarer.
Selvom du ikke kan fremstille mange nyttige produkter med tandpasta eller is, kan du ikke klemme aluminium i r?r med fingrene.
Men du kan bruge en kraftig hydraulisk presse til at ekstrudere aluminium fra en given form af form til at producere en lang r?kke nyttige produkter i n?sten enhver form.
Figuren nedenfor (til venstre) viser det f?rste afsnit af ekstruderen i begyndelsen af ??ekstruderingen. (ret)

Baren
Aluminiumstangen er blankt i ekstruderingsprocessen. Aluminiumstangen, der anvendes til ekstrudering, kan v?re solid eller hul, normalt cylindrisk, og dens l?ngde bestemmes af ekstruderingsr?ret.
Aluminiumst?nger er normalt dannet ved st?bning eller ved smedning eller smedning af pulver. Det er normalt lavet ved savning af aluminiumslegeringsst?nger med god legeringssammens?tning.
Aluminiumslegeringer best?r normalt af mere end et metalelement. Ekstruderede aluminiumlegeringer best?r af sporstoffer (normalt ikke mere end 5%) (s?som kobber, magnesium, silicium, mangan eller zink), der forbedrer egenskaberne af ren aluminium og p?virker ekstruderingsprocessen.
L?ngden af ??aluminiumsstang varierer fra producent til producent, hvilket bestemmes af den endelige kr?vede l?ngde, ekstruderingsforhold, afladningsl?ngde og ekstruderingstill?g.
Standardl?ngder varierer normalt fra 660 mm til 1830 mm. Udenfor diametre varierer fra 3 tommer (76 mm) til 33 tommer (838 mm), 6 tommer (155 mm) til 9 tommer (228 mm).
Direkte ekstruderingsproces
[billet] [opvarmningsovn] [ekstruderingspresse med matrice] sav [strecher] [aldring overn]
Diagrammet illustrerer de grundl?ggende trin til ekstrudering af en aluminiumstang
?

N?r den endelige produktform er bestemt, v?lges den passende aluminiumslegering, fremstillingen af ??ekstruderingsmatricen er afsluttet, og forberedelsen til den aktuelle ekstruderingsproces er afsluttet.
Forvarm derefter aluminiumstangen og ekstruderingsv?rkt?jet. Under ekstruderingsprocessen er aluminiumstangen solid, men er bl?dgjort i ovnen.
Smeltepunktet for aluminiumlegering er ca. 660 ℃. Den typiske opvarmningstemperatur for ekstruderingsprocessen er generelt st?rre end 375 ℃ og kan v?re s? h?j som 500 ℃ afh?ngig af metalets ekstruderingsbetingelse.
Den egentlige ekstruderingsproces begynder, n?r ekstruderingsstangen begynder at l?gge pres p? aluminiumstangen i barren.
Forskellige hydrauliske presser er designet til at klemme overalt fra 100 tons til 15.000 tons. Dette ekstruderingstryk bestemmer st?rrelsen p? den ekstrudering, der produceres af ekstruderingsmaskinen.
Ekstruderede produktspecifikationer er angivet med produktets maksimale tv?rsnitsst?rrelse, undertiden ogs? af produktets perifere diameter.
N?r ekstruderingen lige er begyndt, uds?ttes aluminiumstangen for reaktionskraften i formen og bliver kortere og tykkere, indtil udvidelsen af ??aluminiumstangen er begr?nset af barrierv?ggen;
N?r trykket forts?tter med at stige, har det bl?de (stadig faste) metal intet sted at str?mme og begynder at blive presset ud af formens formhul til den anden ende af formen og danner profilen.
Cirka 10% af aluminiumstangen (inklusive aluminiumstangskindet) er tilbage i g?t?bet, ekstruderingsproduktet sk?res fra formen, og det resterende metal i t?nt?nderen reng?res og genbruges. Efter at produktet forlader formen, den efterf?lgende proces er, at det varme ekstruderingsprodukt standses, bearbejdes og ?ldes.
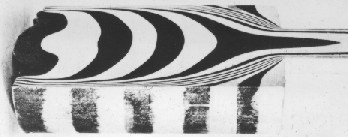
N?r det opvarmede aluminium ekstruderes fra formen gennem g?tcylinderen, flyder metallet i midten af ??aluminiumstangen hurtigere end kanten. Som den sorte stribe i illustrationen viser, efterlades metallet omkring kanterne til genbrug som en rest.
?
Ekstruderingshastigheden afh?nger af legeringen, der presses, og formen p? formudl?bshullet. Brug af h?rd legering til at presse komplekse formede materialer kan v?re s? langsom som 1-2 fod pr. Minut. Med bl?de legeringer kan enkle former presses til 180 fod pr. Minut eller mere.
L?ngden af ??ekstruderingsproduktet afh?nger af aluminiumstangen og formudl?bshullet. En kontinuerlig ekstrudering kan producere et produkt op til 200 fod langt. Den seneste formeekstrudering, n?r det ekstruderede produkt forlader ekstruderen, placeres p? objektglasset (svarende til transportb?ndet);
I henhold til den forskellige legering ekstrudering ud af produktets k?lingstilstand: opdelt i naturlig k?ling, luft- eller vandk?ling, men quenching. Dette er et n?gletrin for at sikre produktets metallografiske ydeevne efter ?ldning. Det ekstruderede produkt overf?res derefter til en kold seng.
Glatte
Efter quenching (afk?ling) rettes det ekstruderede produkt ud og rettes af en b?re eller glattejern (str?kning klassificeres ogs? som koldbearbejdning efter ekstrudering). Til sidst overf?res produktet til savemaskinen ved hj?lp af transportindretningen.
Savning
Typisk savning af f?rdige produkter er savning af et produkt til en bestemt kommerciel l?ngde. Cirkelsave er de mest anvendte i dag, som rotationssave, der sk?rer lange stykker ekstruderet materiale lodret.
Der er ogs? sav sk?ret fra toppen af ??profilen (s?som elektrisk geringsav). Ogs? nyttigt savbord, savbordet er med en skivesavklinge fra bunden og op for at sk?re produktet og derefter savklinge tilbage til bunden i tabellen til n?ste cyklus.
En typisk f?rdig cirkelsav er 16-20 inches i diameter og har mere end 100 h?rdmetalt?nder. Store savklinger bruges til ekstrudere med stor diameter.
Den selvsm?rende savemaskine er udstyret med et system, der leverer sm?remiddel til savtanden for at sikre optimal saveffektivitet og savens overflade.
En automatisk presse holder sektionerne p? plads til savning, og savaffald opsamles til genbrug.
Aldring:
Nogle ekstruderede produkter kr?ver ?ldning for at opn? optimal styrke, s? det kaldes ogs? ?ldning. Naturlig ?ldning udf?res ved stuetemperatur. Kunstig ?ldning udf?res i ?ldningsovnen. Teknisk kaldes det udf?ldningsintensiv fase varmebehandling.
N?r profilen ekstruderes fra ekstruderen, bliver profilen halvfast, men den bliver snart fast, n?r den afk?les eller standses (hvad enten det er luftk?let eller vandk?let).
Ikke-varmebehandlede aluminiumlegeringer (s?som aluminiumlegeringer tilsat magnesium eller mangan) styrkes ved naturlig ?ldning og koldbearbejdning. Varmebehandlingsbar aluminiumslegering (s?som aluminiumlegering med kobber, zink, magnesium + silicium) kan opn? bedre styrke og h?rdhed ved at p?virke varmebehandlingen af ??legeringsmetallografisk struktur.
Derudover er ?ldning at g?re partiklerne i den forst?rkede fase j?vnt adskilt for at opn? den maksimale flydesp?nding, h?rdhed og elasticitet af den specielle legering.
Baller
Uanset om aldringsovnen eller aldring ved stuetemperatur, efter fuld ?ldning overf?res profilen til overfladebehandlings- eller dybbehandlingsv?rkstedet eller baller klar til transport til kunden.
Folk sp?rger ogs?



Indl?gstid: Mar-20-2020